Rubber heeft namelijk een calorische waarde die vergelijkbaar is met steenkool. En omdat het ijzer uit de bewapening mineralogisch in het cement wordt verwerkt, hoeven hierdoor minder ijzerhoudende correctiestoffen te worden toegevoegd. BEUMER Group leverde voor de fabriek in Lengfurt in Neder-Franken een volledig automatische installatie, die banden van verschillende afmetingen en gewichten toevoert, verkleint en naar de invoer van de draaioven transporteert. De systeemaanbieder nam bovendien de montage en de staalbouw op zich. Met de nieuwe installatie kan de cementfabriek de oven gelijkmatig gedoseerd vullen
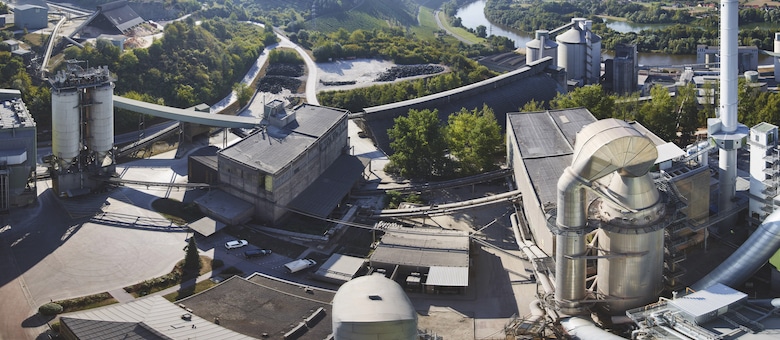
“Met iedere ton oude banden die we verwerken, vervangen we de gelijke hoeveelheid waardevolle steenkool”, legt Michael Becker uit. Hij is leidinggevende bij HeidelbergCement in de fabriek in Lengfurt, in een klein dorpje in Neder-Franken, Duitsland. Het bedrijf, waarvan het hoofdkantoor in Heidelberg is gevestigd, behoort tot de grootste cementproducenten ter wereld in Duitsland en met acht cement- en drie vergruizingsfabrieken zelfs tot de marktleiders. “Oude banden hebben een hoge warmte-inhoud. Daardoor zijn ze ideaal als brandstof voor onze productie”, zegt Becker. Voor een aandeel van ongeveer 20 procent van onze warmtevraag gebruikt de fabriek jaarlijks ongeveer 20.000 ton steenkool – dat komt overeen met 20 miljoen banden. “We kunnen deze primaire brandstoffen vervangen door secundaire brandstoffen: banden”, benadrukt Becker.

De gebruikte banden zijn productieoverschotten van producenten en oude banden van vrachtauto’s en personenwagens. De banden verschillen daardoor aanzienlijk van elkaar: de diameters variëren van 300 millimeter tot maximaal 1.600 millimeter, de breedtes tussen 100 en 400 millimeter. Het gemiddelde gewicht van de banden van personenwagens is daarbij ongeveer acht kilo, van vrachtwagens rond 60 kilo.
Eén installatie in plaats van twee
Om de uiteenlopende banden in de draaioven in te voeren, maakte HeidelbergCement in Lengfurt tot nu toe gebruik van twee halfautomatische installaties: één lijn transporteerde de kleinere en lichtere banden van personenwagens, de andere de grote en zware vrachtwagenbanden. “Deze oplossing was niet efficiënt genoeg”, vat Becker samen. “De kleinere banden werden door onze medewerkers afzonderlijk en met de hand in een haaklift gehangen en zo in de oveninlaat ingevoerd. Het verplaatsen van de zware vrachtwagenbanden werd met een graafmachine gedaan, tot aan de invoer in de inlaat. Met de nieuwe volledig automatische installatie konden we dit proces niet alleen wat betreft de werkveiligheid verbeteren, maar werden de werkomstandigheden voor onze medewerkers geoptimaliseerd en de capaciteit verhoogd. We hadden bij verschillende fabrieken al goede ervaringen opgedaan met de oplossing van BEUMER Group “, vertelt Becker. “Daardoor viel het ons gemakkelijk om voor deze systeemleverancier te kiezen.”

BEUMER Group biedt op maat gemaakte systemen aan. Op basis van onze veelzijdige ervaring en rekening houdend met de wensen van de klanten beslaan onze systemen de volledige keten, vanaf de ontvangst en het lossen van de toeleveringsvoertuigen tot aan de opslag, de monsterneming, het transport en de toevoer van de vaste alternatieve brandstoffen. Dat was de reden waarom de betrokkenen zich tot de oplossingsaanbieder richtten. “De essentiële vereisten voor het bandentransportsysteem waren in het bijzonder een betrouwbaar werkproces bij de uiteenlopende bandmaten, hoge onderhoudsvriendelijkheid en uitgebreide klantenondersteuning”, legt Becker uit. Daar kwam nog bij dat voor de montage en de inbedrijfstelling een tijdsbestek van acht weken was gepland.
Alles uit één hand
In januari 2015 vond het eerste gesprek plaats. Tot en met april 2015 werd in het kader van de engineering overeenkomst een oplossing uitgewerkt en voorgesteld. “Op basis daarvan stelden we in juli een aanbod op, aan het einde van dezelfde maand werd ons aanbod geaccepteerd en begin augustus konden we van start gaan”, zegt Ralf Lehmkühler, Senior Sales Manager bij BEUMER Group. De verantwoordelijken bij HeidelbergCement waren overtuigd. Naast de technische details speelde het namelijk ook een grote rol, dat de systeemaanbieder zowel de levering als de montage op zich nam. “We leverden een toevoer- en doseringsbox voor het vullen van de wielladers, haaksorteerders, sorteertrajecten voor banden, een platte transportband inclusief bandenbrug, een bandentransportsysteem voor de voorverwarmingstoren en een bandensluis”, vertelt Lehmkühler. “Daarbij kwamen nog verschillende controle-inrichtingen.” In februari 2016 begon het team van BEUMER Group met de montage. De experts integreerden de elektrische besturing van de klant in het nieuwe systeem en zorgden voor de staalbouw en het mechanische systeem.

Ononderbroken de oven in
Wielladers laden de oude banden geleidelijk op vanaf de inzamelplaats en vullen hiermee de toevoer- en doseringsbox. Met een inhoud van 140 kubieke meter is deze groot genoeg om voldoende materiaal beschikbaar te stellen voor één ploegendienst. Hij is uitgerust met een transportvloer: lamellen, die door een hydraulische aandrijving worden bewogen transporteren de oude banden naar de afvoerzijde van de toevoer- en doseringsbox. Foto-elektrische cellen, die op verschillende hoogtes zijn aangebracht, herkennen het vulpeil. Wanneer een band bij de afvoerzijde aankomt, wordt hij door de haaksorteerder opgepakt. Deze draait naar boven, bij het aandrijfstation verandert hij van looprichting. De band valt op een rollenbaan. “Pas wanneer deze een vrijgavesignaal afgeeft en de foto-elektrische cel op de haaksorteerder vrij is, wordt de haaksorteerder geactiveerd”, legt Becker uit. Dit voorkomt dat banden naar beneden vallen. Daar komt nog bij dat door de val op de rollenbaan het water wordt afgevoerd dat zich in de band kan hebben opgehoopt, en vervuilingen komen los. Een controle-inrichting herkent, of de banden zijn beschadigd en of er nog velgen in de banden zitten. Deze banden worden automatisch uit de installatie afgevoerd.

Vanaf een getimede rollenbaan komt het “goede” materiaal op een platte transportband terecht. Deze zorgt ervoor dat iedere band een eigen vak heeft. In de uitworp van de transportband bevindt zich een stortkoker. Deze is zo geconstrueerd, dat de band altijd gecontroleerd wordt voortbewogen.
De transportband vervoert de brandstof nu naar de voorverwarmingstoren. Een weegschaal bepaalt het gewicht van de band die zich op de transportband bevindt. Het resultaat wordt door de besturing vastgelegd om de dosering van de band te berekenen. De invoergoot transporteert de banden naar de bandensluis. Met behulp van een kromme afvoergoot en een instelbare geleidingsplaat wordt de band vanuit zijn horizontale stand in een verticale positie gebracht.
De banden komen één voor één na elkaar in de bandensluis terecht. Om warmteverlies en vlaminslag te voorkomen, is op de inlaat van de draaioven altijd slechts één slingerklep geopend. “Als eerste wordt de bovenste klep geopend. Vervolgens sluit deze en gaat de onderste slingerklep open”, beschrijft Lehmkühler. De druktank zorgt er bovendien voor, dat bij een storing alle kleppen worden gesloten.
Klaar voor de toekomst
De montage en inbedrijfstelling konden binnen de geplande periode worden gerealiseerd. De transportcapaciteit is maximaal drie ton per uur – dat zijn ongeveer 700 banden. Met de nieuwe installatie kan HeidelbergCement bij de fabriek in Lengfurt de oven nu continu en sneller met brandstof vullen.